[VIP第1年] 指数:3
[VIP第1年] 指数:3
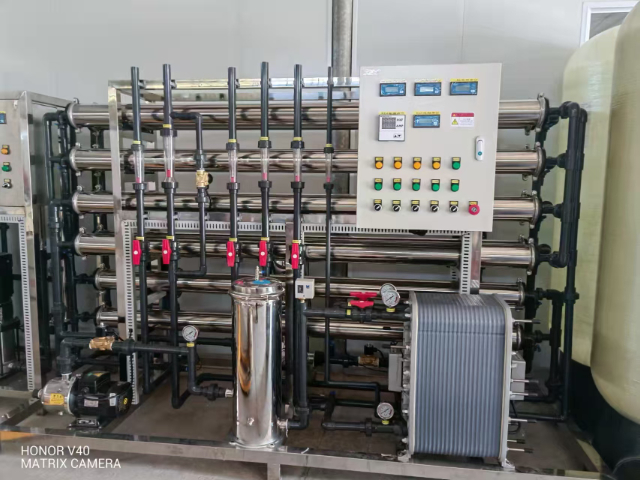
锂电池厂反渗透设备的维护管理直接影响电池产品一致性。日常运行中,必须严格执行"三级水质监测"制度:原水每日检测16项指标,RO产水每小时监测电阻率和TOC,使用点每周取样全分析。膜系统维护采用"预测性清洗"策略,当标准化产水量下降10%或压差上升15%时立即启动化学清洗程序,清洗剂需选用电子级柠檬酸和氢氧化钠。预处理系统活性炭滤料每6个月更换,5μm精密滤芯每月更换,所有维护操作都需在洁净环境下进行。为保障水质稳定,系统还配置了多重保护措施:原水异常自动切换备用源;产水不合格自动排放;设置应急超纯水储罐应对突发需求。某锂电池巨头的经验表明,通过智能化运维系统,可将RO设备故障率降低80%,膜元件使用寿命延长至5年。特别在湿度敏感的电极干燥车间,RO系统还需配备空气除湿装置,防止管路结露污染水质。在线电导率仪每30秒自动检测水质,超标立即报警停机。湖南工厂反渗透设备

油墨行业的水处理技术正朝着绿色化、智能化方向快速发展。在材料领域,石墨烯增强RO膜展现出对有机溶剂更好的耐受性,通量比传统膜提高50%;系统集成方面,"RO+电去离子(EDI)"组合工艺可稳定产出电阻率>15MΩ·cm的超纯水,完全满足纳米级油墨的生产需求。数字化管理成为新趋势,通过SCADA系统可实时监控各工艺点水质参数,AI算法能提前在3天内预测膜污染情况。某日本油墨企业采用的智能RO系统,通过物联网技术实现全球13个生产基地的远程运维,人力成本节约40%。国内某上市油墨公司建设的废水"零排放"项目,将RO浓水经蒸发结晶处理后回收无机盐,每年减少危废处理费用280万元。随着环保法规趋严和油墨产品升级,预计到2026年,90%以上的规模以上油墨企业将采用反渗透水处理系统,新型低压RO、膜蒸馏等创新技术也将逐步应用于特种油墨生产领域。福建锂电池厂反渗透设备厂家膜元件出厂前经过24小时真空测试,确保无泄漏缺陷。

油墨企业的反渗透设备需要建立科学的运维体系。日常管理包括实时监控进水SDI值(需<3)、每日记录产水电导率、每周进行低压冲洗。预处理环节特别关键,需每月更换滤袋式过滤器,每季度再生软化树脂,防止铁锈和硬度成分污染RO膜。化学清洗频率通常为3-6个月一次,使用pH2-3的柠檬酸溶液去除无机垢,pH11-12的NaOH溶液去除有机污染物。成本控制方面,通过优化运行参数可使吨水能耗降至1.2kWh以下:合理调节回收率(60%-75%)、采用变频增压泵、安装能量回收装置等。某大型油墨厂的实践表明,规范的运维可使RO膜更换周期从常规的2-3年延长至4-5年,年维护成本降低35%。此外,浓水的回收利用也值得关注,部分企业将RO浓水用于厂区绿化或卫生间冲洗,实现水资源利用率提升25%以上。建立完善的设备档案和故障预警系统,能有效减少非计划停机带来的生产损失。
确保RO设备长效运行需建立全生命周期管理体系。预处理阶段需严格控制SDI<5、余氯<0.1mg/L,采用"多介质过滤+活性炭+保安过滤器"三级防护;膜元件应保持0.25-0.5m/s的错流流速防止浓差极化,定期用pH2-3的柠檬酸或EDTA溶液进行化学清洗。智能化监控系统需实时追踪关键参数:进水压力波动不超过±0.3bar,产水流量下降15%即触发警报,脱盐率降低10%需立即排查膜损伤。实践表明,规范维护可使RO膜寿命延长至5年:每月低压冲洗4次,每季度化学清洗1次,每年更换预处理滤料。某石化企业通过加装AI预测系统,将膜更换周期从26个月延长至39个月,运维成本降低32%。值得注意的是,冬季水温低于10℃时产水量下降30%,需配套热交换器;而高硬度水源(Ca2+>200mg/L)必须配置软化或阻垢剂投加装置。预处理多介质过滤器应每7天反洗1次,保持滤料清洁。

随着医疗技术进步和法规趋严,反渗透设备正朝着更高效、更智能的方向发展。在节能方面,新型低压RO膜和能量回收装置可降低30%以上能耗,适合资源有限的医疗机构;在智能化方面,物联网(IoT)技术可实现远程监控和预测性维护,例如通过AI分析水质数据提前预警膜污染。此外,模块化设计使设备更灵活,可快速部署于野战医院或灾区医疗点。在可持续发展背景下,RO浓水的回收利用(如用于医院空调冷却或绿化)也成为研究热点。未来,随着医疗和生物制药的兴起,对超纯水的需求将激增,反渗透技术作为医疗水系统的重要技术,将继续推动行业安全与效率的提升。 反渗透设备与纳滤组合可选择性分离二价离子。江西反渗透设备多少钱
反渗透出水需配合UV杀菌器使用,确保微生物指标达标。湖南工厂反渗透设备
在锂电池制造全流程中,反渗透设备提供的超纯水发挥着不可替代的作用。在电极浆料制备阶段,RO产水用于活性物质的分散和粘结剂溶解,水质不达标会导致浆料粘度异常;隔膜清洗工序要求水中金属离子含量极低,否则会引发电池微短路;电解液配制更需要TOC<10ppb的超纯水,避免有机物影响电解液稳定性。相比传统纯水制备工艺,现代RO系统可使锂电池生产用水成本降低40%,废水回用率提升至85%以上。某动力电池工厂的数据显示,采用双级RO+EDI系统后,电池自放电率下降30%,能量密度提高5%。特别值得注意的是,在固态电池研发中,RO设备还需满足特殊要求:产水需经过0.05μm超滤进一步去除纳米级颗粒,且系统要具备快速启停功能以适应研发线的不连续用水特点。随着锂电池能量密度要求的不断提高,RO产水质量已成为影响电池性能的关键参数之一。湖南工厂反渗透设备
东莞市益民环保设备有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的环保中汇聚了大量的人脉以及客户资源,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是最好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同东莞市益民环保设备供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
文章来源地址: http://huanbao.spyljgsb.chanpin818.com/ysclsb/fstsb/deta_26935339.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。