[VIP第1年] 指数:3
[VIP第1年] 指数:3
对于锅炉给水系统,即使微量Cl⁻(>0.1mg/L)也会导致汽轮机叶片腐蚀。某电厂因除氧器效率下降使Cl⁻带入蒸汽系统,高压缸叶片出现氯化物应力腐蚀裂纹,大修费用达¥2000万。必须将蒸汽Cl⁻控制在0.01mg/L以下,这对循环水Cl⁻提出了更严格的要求。
氯离子会与聚羧酸类阻垢剂发生络合反应,使其分散能力下降40%。某钢厂循环水在Cl⁻>600mg/L时,必须将阻垢剂投加量从5mg/L提高至12mg/L(年成本增加¥150万),且仍无法完全避免CaSO₄沉积。 海水淡化副产浓盐水氯浓度超高。湖北循坏水除氯需求
氯离子的物化特性决定去除难度氯离子(Cl⁻)具有半径小(0.181nm)、水合能低(-364kJ/mol)的特性,使其在水中高度溶解且难以通过常规沉淀分离。与其他阴离子(如SO₄²⁻)相比,Cl⁻的电荷密度更低,与大多数金属离子形成的盐类(除AgCl、Hg₂Cl₂外)溶解度极高(如NaCl溶解度359g/L)。物化特性导致Cl⁻需依赖高能耗或高成本工艺去除,例如处理Cl⁻=1000mg/L的废水至<50mg/L,反渗透需压力>2.5MPa,而化学沉淀法需过量AgNO₃(摩尔比1.5:1)。内蒙古吸收塔除氯设施电解除氯副产物多,需控制电流密度。

通过排放高氯循环水并补充新水的置换法,在水资源紧张地区经济性差。以10000m³/h系统为例,每降低100mg/L Cl⁻需排放20%水量,年耗水量增加50万吨。该方法还存在以下问题:1)无法应对突发性氯污染(如工艺介质泄漏);2)排放水可能含有其他污染物,需额外处理;3)频繁补水导致系统水质波动,影响水处理药剂效果。某电厂实践表明,采用该法后年运行成本增加120万元。
采用强碱阴树脂处理循环水时面临多重挑战:1)高硬度(Ca²⁺>500mg/L)会导致树脂钙污染,交换容量半年内下降40%;2)再生产生的含盐废水(NaCl 8-10%)需专门处理;3)树脂氧化破裂后释放季铵基团可能形成致病物NDMA。某化工厂运行数据显示,处理Cl⁻=300mg/L的循环水时,吨水处理成本达¥18-22,是其他方法的3-5倍。
SWRO工艺产生的浓盐水Cl⁻浓度达35g/L,直接排放会危害海洋生态。某项目采用"电渗析-分质结晶"技术:先用选择性阴膜(如ACS)分离Cl⁻/SO₄²⁻,Cl⁻浓缩至80g/L后进入电解槽生产NaOH和Cl₂;剩余Na₂SO₄溶液蒸发结晶纯度达99.9%。系统能耗14kWh/m³,但副产品年收益¥600万(规模10万m³/d)。抗污染膜需每月用0.5%EDTA-Na₂清洗,电流效率随运行时间从85%降至65%。
锌冶炼过程中Cl⁻(来自锌精矿)在高温下生成ZnCl₂(沸点732℃),腐蚀换热器管壁。某冶炼厂在烟气洗涤塔前增设Na₂CO₃喷雾系统(150℃),使Cl⁻以NaCl形式固定,腐蚀速率从1.2mm/a降至0.05mm/a。关键参数为气液比3000:1、Na₂CO₃过量系数1.5,投资回报期8个月。同步监测Cl⁻需采用高温离子色谱(检测限0.1ppm),传统冷阱法误差达±15%。 氯离子富集,容易造成破坏系统水平衡。

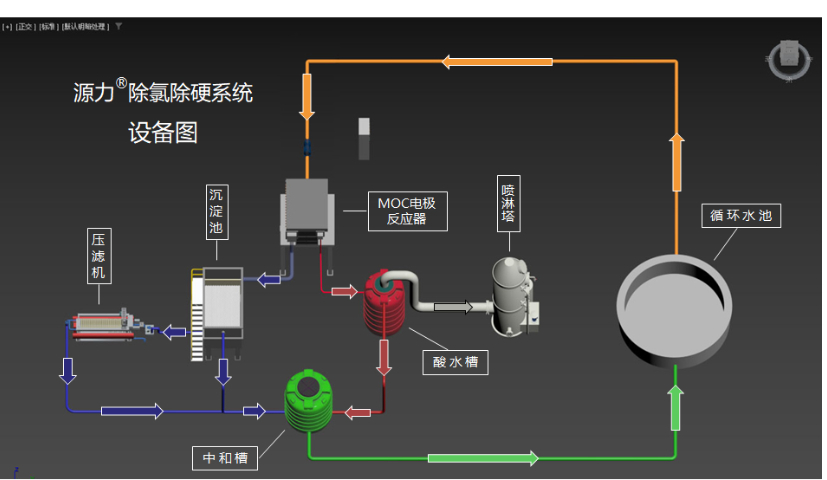
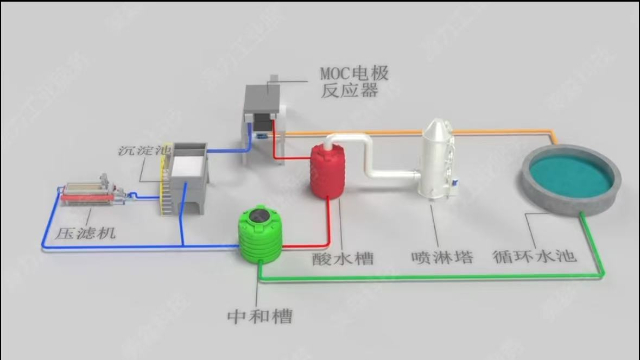
源力循环水同步除氯除硬系统,采用前沿电化学技术,搭配自主研发的MOC高效电极与复合结构设计,以酸碱分离的方式同步去除循环水中的氯离子和钙镁离子,将循环水浓缩倍数提升至10倍以上,大幅减少排污量和补水量,取代药剂法和低效电化学除垢工艺。
同步除氯除硬:防腐、除硬、杀菌一体技术,告别药剂法及传统低效电化学法。运行成本低:运行能耗是传统阴极除垢的十分之一。除垢效率高:水体析出方式除垢,比传统阴极除垢更方便高效。 蒸汽系统氯含量需<0.1mg/L。内蒙古吸收塔除氯设施
循环水氯超标会加速微生物腐蚀。湖北循坏水除氯需求
物理加速法能快速除氯,可谓除氯 “黑科技”。气泵曝气法利用气泵连接气盘放入水中,持续打气。在夏季,打气 4 - 5 小时,水中氯气就能大幅减少;冬季则需 8 - 10 小时。这是因为气泵工作时,不断向水中注入空气,增加了水与空气的接触面积和频率,加速了氯气的挥发。循环过滤法同样高效,用水泵让水循环通过装有活性炭的过滤盒,活性炭的多孔结构吸附氯气的同时,还能过滤杂质,相比自然挥发法,效率能提升 3 - 5 倍,特别适合养鱼的相关场景。湖北循坏水除氯需求
文章来源地址: http://huanbao.spyljgsb.chanpin818.com/ysclsb/rhssb/deta_28828594.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。